
Manufacturing an injection mold is one of the most important and strategic investments in the plastic production industry. While the concept of Injection Mold Cost seems simple, its calculation relies on a wide range of engineering, design, and production variables. Because each mold is custom-built, no two projects share the same cost structure. Understanding these variables enables manufacturers to optimize budgets, reduce risks, and select the right tooling approach for their production goals.
Rather than focusing on numbers, this guide explains the critical factors that define Injection Mold Cost, helping engineers and decision-makers plan effectively for long-term manufacturing success.
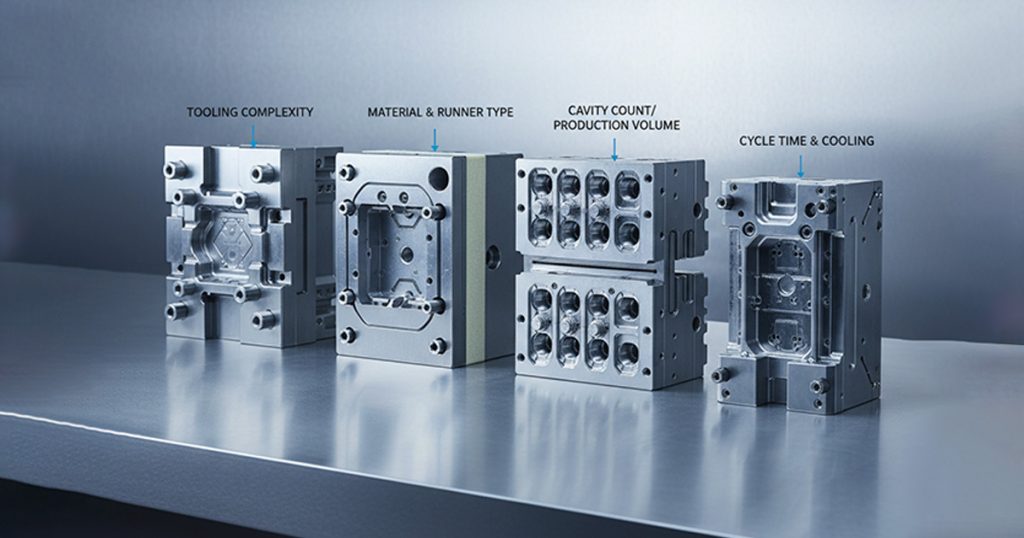
Part Geometry and Design Complexity
The complexity of the plastic part is the primary element influencing Injection Mold Cost. When a design includes thin walls, internal channels, threads, undercuts, or tight tolerances, the tooling requirements become significantly more advanced.
Complex parts may require:
Lifters, slides, or collapsible cores
Fine surface textures and precision engraving
High-tolerance machining
Multi-stage ejection systems
Each of these engineering additions increases the mold-building effort. A simple two-plate mold requires minimal machining, whereas a complex multi-action mold demands extensive labor and specialized equipment. Therefore, part design is always the first checkpoint when estimating Injection Mold Cost.
.
Number of Cavities
The number of cavities directly impacts mold engineering, machining time, and overall design. A mold can range from a single cavity to dozens of cavities depending on production volume.
Single-cavity molds are suitable for low-volume or highly customized parts.
Multi-cavity molds exponentially increase production speed but require advanced balancing systems, precision cooling layouts, and more robust steel choices.
More cavities mean more machining, more simulation, and more precision—not necessarily cheaper or faster to build. The decision must align with production strategy and long-term efficiency goals.
Mold Material Selection
The mold material significantly affects durability, performance, and overall Injection Mold Cost. Tool steels, aluminum alloys, and hardened steels each offer different benefits.
Aluminum is ideal for prototypes and short runs due to easier machining.
Pre-hardened steel (P20) supports medium production volumes.
Hardened steels (H13, S7, etc.) withstand millions of cycles and harsh resins.
Choosing the correct material ensures the mold lasts as long as the production plan requires. Overbuilding a mold increases investment, while underbuilding leads to premature wear and costly repairs. The right balance is crucial.
Cooling System Design
Cooling represents up to 70% of the total injection molding cycle. This makes cooling system design a major contributor to Injection Mold Cost.
Advanced cooling strategies—such as baffles, bubblers, conformal cooling, and optimized channel layouts—require more engineering and specialized machining processes. However, they reduce cycle time dramatically, improving long-term productivity.
A mold with poor cooling may be cheaper to build, but more expensive to operate. A well-engineered cooling system optimizes:
Production speed
Dimensional stability
Part repeatability
Energy efficiency
This is why cooling strategy is one of the most valuable investments in tooling.
Surface Finish and Texture Requirements
Surface finish has a significant impact on mold-building hours. A mirror-polished cavity or a specialized texture (such as SPI A1, EDM patterns, or graining) requires:
Additional hand polishing
Special texturing processes
Accurate machining to maintain fine details
The higher the cosmetic requirement, the more time and effort are needed to prepare the mold surfaces. This directly influences—and increases—the final Injection Mold Cost.
Gating and Ejection Complexity
Proper gating design is essential for resin flow, part quality, and cycle time. Likewise, the ejection system ensures the part is released smoothly without marks or deformation.
More complex parts require:
Multiple gates
Hot runner systems
Custom ejector pins or sleeves
Extended stroke mechanisms
Air ejection or hydraulic assists
These systems add engineering depth, machining steps, and quality control measures.
Mold Longevity and Expected Production Volume
The expected production lifespan of the mold determines how robust it needs to be. A mold designed for 10,000 cycles will differ greatly from one designed for 1 million cycles.
High-volume molds require:
Harder steels
Reinforced cores
Stronger components
More advanced cooling designs
This level of durability increases the initial Injection Mold Cost, but ensures minimal downtime and consistent part quality over time.
Engineering, Simulation, and Validation
Professional mold-making companies include several critical services in the tooling process:
DFM analysis
Mold flow simulation
Mechanical feasibility reviews
Material shrinkage compensation
Trial runs and sampling
These steps ensure that the mold performs correctly before production begins. Although they increase tooling cost, they drastically reduce the risk of defects, redesigns, or part failures.
Why Understanding These Factors Matters
Ultimately, Injection Mold Cost is not defined by a single variable, but by the combined engineering efforts needed to produce reliable, high-quality molds. Companies that understand these factors make smarter investments, improve production efficiency, and reduce long-term operational costs.
A well-designed mold is not an expense—it’s a strategic asset.
Got questions? Go to our Contact Us page and send us a message — we’re here to help.

The Cavitation Equation: Upfront Tool CapEx vs. Per-Part Amortization
The single most influential cost lever in tool design is the number of cavities—the number of identical parts molded per single cycle of the press.
Single-Cavity Tools (Low Upfront CapEx): Ideal for prototyping, low-volume pilot runs, or massive structural components. The engineering design and CNC machining hours required are minimized, driving down the initial tooling invoice. However, because it only yields one part per cycle, the long-term unit production cost remains high.
Multi-Cavity Tools (High Upfront CapEx, Low Unit Cost): For high-volume programs (100k+ units annually), scaling to a 4-cavity, 8-cavity, or 32-cavity tool increases the initial tooling cost significantly due to the extreme precision required to balance material flow paths. However, it slashes your long-term manufacturing costs by cutting required machine runtime, power consumption, and operator labor overhead in fraction layouts.
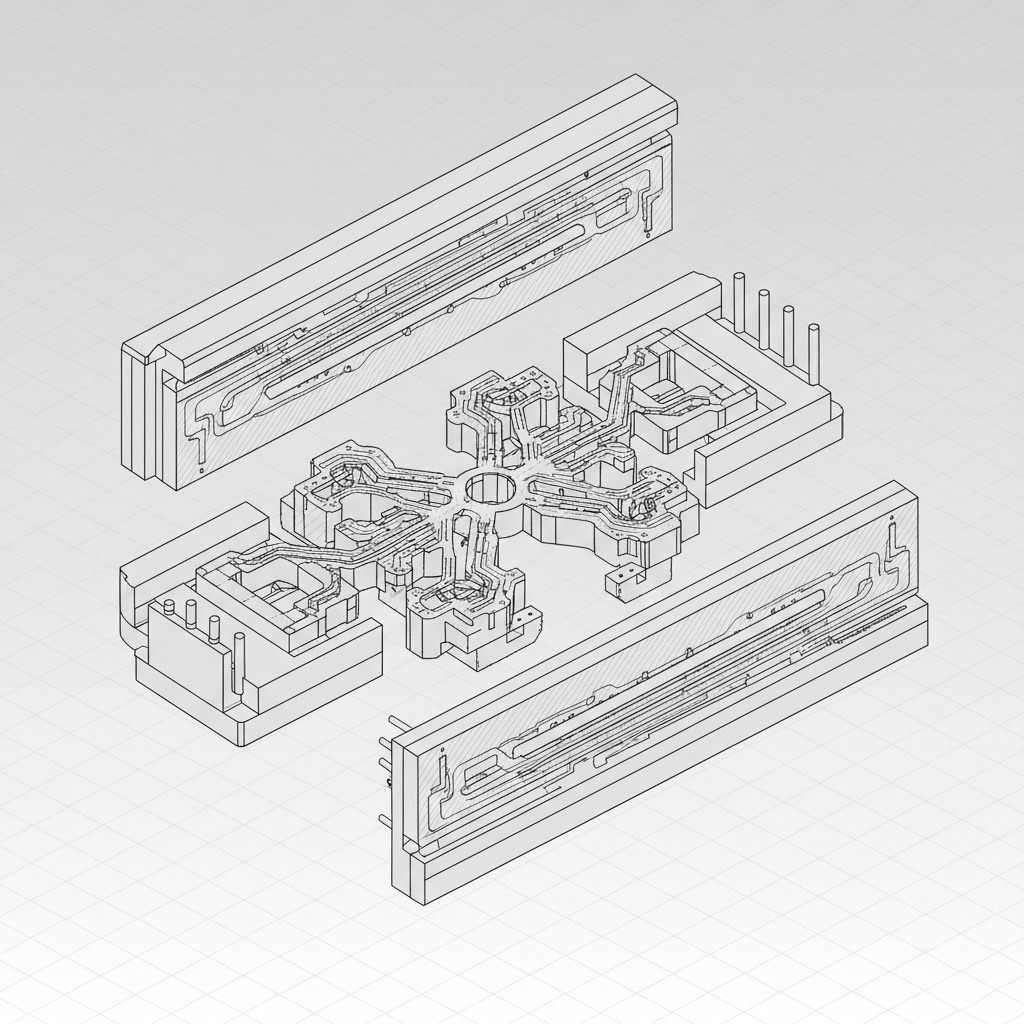
Geometric Complexity, Undercuts, and Core-Pull Mechanisms
A part’s geometric complexity dictates the mechanical architecture of the mold. If a component features a simple open-and-shut shape (like a standard storage tray), the tool requires no moving components, keeping fabrication costs low.
However, if your CAD blueprint incorporates undercuts—features like side holes, internal snap-fits, or external threads that block the part from ejecting straight out of the tool—the mold must integrate automated moving mechanisms:
Mechanical Side-Action Sliders: Driven by angled horn pins that pull core blocks out of the way as the press opens.
Internal Lifters: Flexible steel mechanisms that release internal snaps during the ejection stroke. Each additional slider or lifter adds complex multi-axis CNC milling, EDM wire-burning, and meticulous hand-fitting hours to the build schedule, shifting the tooling quote upward while guaranteeing seamless part release.
Learn More...
Want to learn more about our Injection Molding services?
SUMIPARTS is dedicated to serving you. We strive to bring the best solutions directly to you, whenever you need them. Reach out to us via PBX at + 57 601 748 22 13, call us at +57 313 699 13 56, or email us at grupoempresarial@sumiparts.com. Our team is eager to provide the support you deserve.





